139-2591-3620

139-2591-3620

佛山市麻豆传媒视频玻璃機械有限公司
聯係人(rén):王先生
電話:0757-85507185
手機:13925913620
郵箱:837466960@qq.com
網址(zhǐ):www.lkaqsb.com
地址:佛山市三水區白坭鎮白金路(進港路口)白金工業區
小型鋼化爐的加(jiā)熱(rè)溫度的設定,要根據所鋼化的玻(bō)璃的(de)厚度,要鋼化的玻璃越薄,溫度(dù)就要越高(gāo),要鋼(gāng)化的玻璃越厚,溫度就要越低,對於加熱溫度的控製,操作(zuò)人(rén)員要明白鋼(gāng)化(huà)爐溫度與加(jiā)熱時間的相互(hù)關係,以及鋼化爐溫度對厚薄不同的玻璃變化值,所以俯衝設備在(zài)這(zhè)裏也不(bú)能明確地指出哪(nǎ)種溫度設定為好,因為溫度的選擇還在很大程度上決定於原片玻璃的(de)質量,我們一般的做法就是(shì)先根據經(jīng)驗設置大概(gài)數值做幾片看一下,然後根據情況進行(háng)溫度的微調。另外,小型鋼(gāng)化爐加熱係統測得的底部溫度並不是(shì)輥子的溫度,而是鋼(gāng)化爐底部加熱元件補償輥子上玻璃吸(xī)收(shōu)熱量後的平均溫度,由於這個原因,所測的溫度一般較高,比所測得的上部(bù)溫度要高一些,所以一般情況下(xià)鋼化爐上部的溫度設定比下部溫度要高一些。
璃鋼(gāng)化爐")
還要注意選擇合理(lǐ)的加(jiā)熱時間。小型鋼化爐的加熱功率(lǜ)是一定的,通常設(shè)定的鋼化爐加熱時間約為每毫米厚度玻璃為35-40秒,例如(rú)6毫米厚度的玻璃的加熱時間大約(yuē)為:6×38秒=228秒。此種計算方法適應於(yú)厚度小於12毫米厚的的玻璃的普通平鋼化玻璃,當玻璃的厚度在12毫米-19毫米時,加熱時間的基本(běn)計算方法是每1毫米厚度玻(bō)璃約為40-45秒。生產彎鋼化玻璃時,加熱時間(jiān)每毫米厚度的玻璃增加2.5-5秒。帶(dài)開洞或開槽的玻璃時,加熱時間要在此計算方法上多5%。帶小於30°尖角的普通鋼化玻璃和灰玻加熱時間在此計算方法上要多2.5%。

假如我們在生產(chǎn)鋼化6mm的玻璃,加(jiā)熱溫度為705℃,加熱時間215秒,要使玻璃從汽車玻(bō)璃鋼化爐(lú)的(de)加熱爐,到急冷室的溫度提高10℃,有兩種方法可以使之實(shí)現;一種方法,是將鋼化爐溫度提高10℃;第二種方法是增加加(jiā)熱時間,鋼化爐的溫度保持不變。需要注意的是(shì),玻璃(lí)溫度接近鋼化溫度前的加熱速度較慢。如果鋼(gāng)化爐(lú)的的溫度設定變化了幾度,我們也要使玻璃的加(jiā)熱溫度,同樣也變化相同的溫度,就要改變(biàn)加熱時間(jiān),才能使玻璃從鋼(gāng)化爐裏(lǐ)出來的溫度,在相(xiàng)應的時間(jiān)內保持不變。

 在線谘詢
在線谘詢




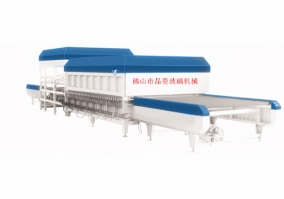


化爐")





